Outdoor cleanroom solutions, Ready-for-delivery.
Mobile Prefabricated Cleanroom Solutions in Europe
Plug&Play cleanrooms built off-site, delivered ready-for-use. Fast deployment for pharma, biotech and other regulated industries. Operational within weeks.





Mobile Modular Cleanrooms
Built Off-site. Operational in weeks.
SteriCube is an outdoor cleanroom solution developed by ABN Cleanroom Technology. Manufactured off-site and delivered as fully functional plug & play unit. Reducing construction time, on-site disruption and cost. Available for purchase or rental.
- Off-site prefabrication reduces on-site construction time
- Plug & Play installation - No complex commissioning
- Expandable, relocatable and scalable over time
- Indoor and outdoor deployment options
GMP and ISO Mobile Cleanroom Solutions for Regulated Industries
For every environment
SteriCube supports GMP and ISO (ISO 14644) cleanroom environments for regulated industries requiring controlled and reliable production conditions.
Flexible deployment
Discover the opportunities
Cleanroom capacity that moves at your pace, wherever and whenever you need it.
Off-site prefabricated
Manufactured for 95% at our facility to ensure consistent quality and shorter lead times
Operational in weeks
Plug & play delivery means your cleanroom is ready to use faster than any traditional build.
cGMP & ISO 14644
Designed and built to meet GMP Grade A-D and ISO 14644 cleanroom standards.
Scalable & relocatable
Expand capacity over time or relocate the unit to a new site as your needs evolve.
Rental or purchase
Choose between rental or full ownership depending on your project and budget.
Indoor & outdoor
Install inside existing buildings or deploy outdoors. No structural modifications needed.
STERICUBE CONFIGURATIONS
Choose your cleanroom platform

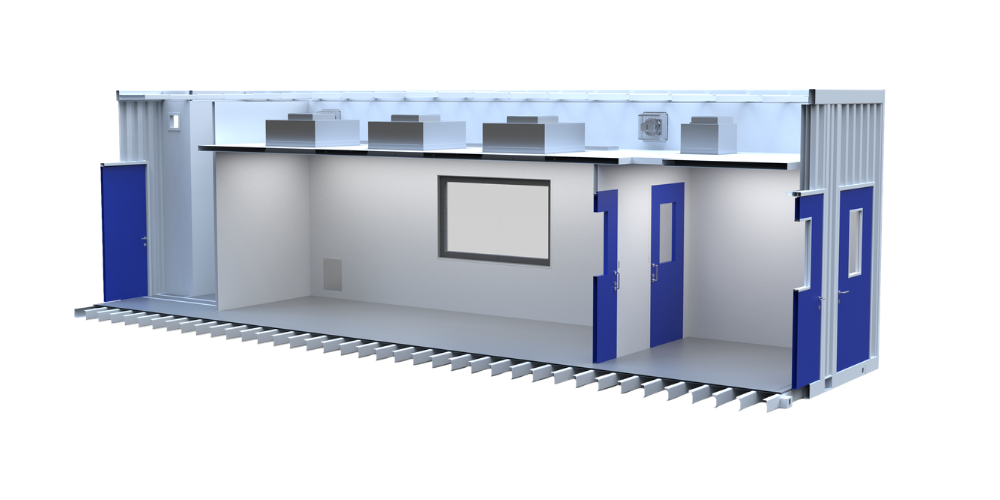
Compact mobile cleanroom designed for fast deploymant and temporary needs. Easy to transport, install, and commission with minimal on-site work and a short lead time.
- Deliverable within 8 - 12 weeks
- Easy transport & installation
- Minimal on-site activities

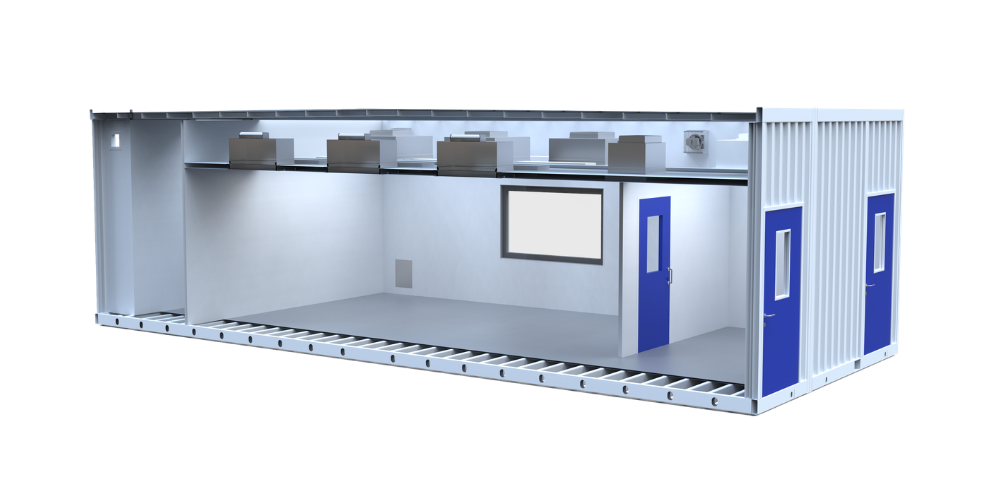
Compact mobile cleanroom designed for fast deploymant and temporary needs. Easy to transport, install, and commission with minimal on-site work and a short lead time.
- Larger cleanroom capacity
- Expandable modular layout
- Scalable growth over time
Powered by VIX
The most energy-efficient cleanroom concept
SteriCube integrates the VIX concept developed by ABN Cleanroom Technology — delivering optimised airflow, energy-efficient operation, and a scalable architecture built for high uptime.
- Optimised airflow and contamination control
- Energy-efficient design and operation
- Scalable and upgradeable architecture
- High reliability and uptime
We deliver ready-to-operate.
Get in touch with us
We help you find the right SteriCube configuration for your project, timeline and budget. No obligation.